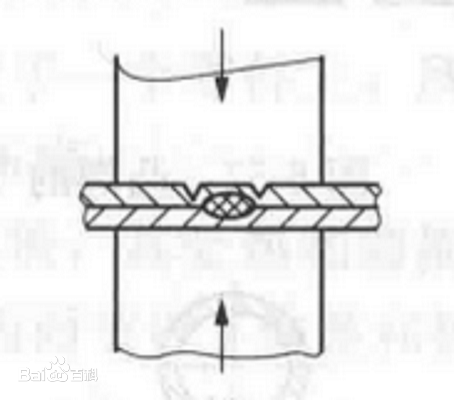
「プロジェクション」とは突起という意味である。溶接したい金属部材の一方にプロジェクションを作り、加圧しながら集中して電流を流す。金属の抵抗発熱によりプロジェクションが溶けることで部材同士を溶接するのだ。プロジェクション溶接の溶接パラメータは溶接電流、電極加圧力、溶接通電時間、溶接出力などがある。
一般的に平板とナットやボルトの溶接などに使われている他に、薄板同士の溶接歪を抑えるための工法として行ったり、量産時の薄板同士のスポット溶接多点数から、プロジェクション溶接で一工程に収める極めて効率の良い工法としても行われている。また、溶接の手順はスポット溶接の場合と同じであるが、プロジェクション溶接は複雑な形状物の精密接合や、難しい材料の組合せなどにも適している。
プロジェクション溶接には下記のようなメリットがある。
- 溶接の時に金属の粒や有害な紫外線が発生しない。
- 自動化のレベルが高く、プロジェクション溶接機が自動的に作業をしてくれるため、作業員の技術に関わらず、訓練を経ていれば誰でもできる。
- 短時間で効率的に溶接することができるため、生産コストを減らすことができる。
- 熱による変形などの影響が出ないため、仕上がりが美しい。
一方、プロジェクション溶接にもデメリットがある。
- 溶接機の価格が高い。
- 少量生産に向いていない。
- 溶接する部分が多くなると溶接装置が大型になる。
- 一度に多数のプロジェクションを溶接する際に、高さを綿密に揃え平行に設計しなければならない。
資料引用元:
https://mitsu-ri.net/articles/projection-welding
https://www.kodama-good.com/case/landing/003975.html
https://baike.baidu.com/item/%E5%87%B8%E7%84%8A/9287389
筆者:孔德珩
2020年3月23日